 产品导航> PRODUCT站内搜索> SEARCH
产品导航> PRODUCT站内搜索> SEARCH 关键字:
联系方式> CONTACT US沧州辉腾管道装备有限公司
电话:0317-61932386193345
6193038
传真:0317-6193234
E-mail:htgdzb@126.com
邮编:061300
地址:河北盐山正港工业区
 产品详情
产品详情什么是埋弧焊
添加时间:2013-06-11 17:00 点击次数:2618 返回上页
埋弧焊(含埋弧堆焊及电渣堆焊等)是一种电弧在焊剂层下燃烧进行焊接的方法。其固有的焊接质量稳定、焊接生产率高、无弧光及烟尘很少等优点,使其成为压力容器、管段制造、箱型梁柱等重要钢结构制作中的主要焊接方法。近年来,虽然先后出现了许多种高效、优质的新焊接方法,但埋弧焊的应用领域依然未受任何影响。从各种熔焊方法的熔敷金属重量所占份额的角度来看,埋弧焊约占10%左右,且多年来一直变化不大。
主要优点
主要优点
生产效率高
这是因为,一方面焊丝导电长度缩短,电流和电流密度提高,因此电弧的熔深和焊丝熔敷效率都大大提高。(一般不开坡口单面一次熔深可达20mm)另一方面由于焊剂和熔渣的隔热作用,电弧上基本没有热的辐射散失,飞溅 也少,虽然用于熔化焊剂的热量损耗有所增大,但总的热效率仍然大大增加。
焊缝质量高
熔渣隔绝空气的保护效果好,焊接参数可以通过自动调节保持稳定,对焊工技术水平要求不高,焊缝成分稳定,机械性能比较好。
劳动条件好
除了减轻手工焊操作的劳动强度外,它没有弧光辐射,这是埋弧焊的独特优点。
应用范围
目前主要用于焊接各种钢板结构。可焊接的钢种包括碳素结构钢,不锈钢,耐热钢及其复合钢材等。埋弧焊在造船,锅炉,化工容器,桥梁,起重机械,冶金机械制造业,海洋结构,核电设备中应用最为广泛。此外,用埋弧焊堆焊耐磨耐蚀合金或用于焊接镍基合金,铜合金也是较理想的。
自动焊
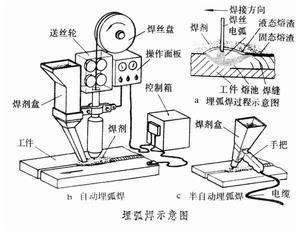
埋弧自动焊的过程
埋弧自动焊接时,引燃电弧、送丝、电弧沿焊接方向移动及焊接收尾等过程完全由机械来完成。
焊剂由漏斗流出后,均匀地堆敷在装配好的工件上,焊丝由送丝机构经送丝滚轮和导电嘴送入焊接电弧区。焊接电源的两端分别接在导电嘴和工件上。送丝机构、焊剂漏斗及控制盘通常都装在一台小车上以实现焊接电弧的移动。
焊接过程是通过操作控制盘上的按钮开关来实现自动控制的。焊接过程中,在工件被焊处覆盖着一层30-50mm厚的粒状焊剂,连续送进的焊丝在焊剂层下与焊件间产生电弧,电弧的热量使焊丝、工件和焊剂熔化,形成金属熔池,使它们与空气隔绝。随着焊机自动向前移动,电弧不断熔化前方的焊件金属、焊丝及焊剂,而熔池后方的边缘开始冷却凝固形成焊缝,液态熔渣随后也冷凝形成坚硬的渣壳。未熔化的焊剂可回收使用。
焊丝和焊剂在焊接时的作用与手工电弧焊的焊条芯、焊条药皮一样。焊接不同的材料应选择不同成分的焊丝和焊剂。如焊接低碳钢时常用H08A焊丝,配用高锰高硅型焊剂HJ431等。焊接电源通常采用容量较大的弧焊变压器。
埋弧自动焊的优点
埋弧自动焊的主要优点是:
(1)生产率高 埋弧焊的焊丝伸出长度(从导电嘴末端到电弧端部的焊丝长度)远较手工电弧焊的焊条短,一般在50mm左右,而且是光焊丝,不会因提高电流而造成焊条药皮发红问题,即可使用较大的电流(比手工焊大5-10倍),因此,熔深大,生产率较高。对于20mm以下的对接焊可以不开坡口,不留间隙,这就减少了填充金属的数量。
(2)焊缝质量高 对焊接熔池保护较完善,焊缝金属中杂质较少,只要焊接工艺选择恰当,较易获得稳定高质量的焊缝。
(3)劳动条件好 除了减轻手工操作的劳动强度外,电弧弧光埋在焊剂层下,没有弧光辐射,劳动条件较好。 埋弧自动焊至今仍然是工业生产中最常用的一种焊接方法。适于批量较大,较厚较长的直线及较大直径的环形焊缝的焊接。广泛应用于化工容器、锅炉、造船、桥梁等金属结构的制造。